Estratto DIN 267-27. Viti e madreviti con rivestimenti adesivi e frenanti
Prefazione
Questa norma è stata elaborata da NA 067-02-08 AA “Viti e madreviti con rivestimenti adesivi e frenanti”.
Modifiche
Rispetto alla norma DIN 267-27:2004-01 sono state apportate le seguenti modifiche:
a) Ampliamento del campo di applicazione fino a M3 e ad acciai inossidabili e resistenti al calore;
b) Adeguamento dei rapporti M
c) Riduzione dell’altezza dei momenti di torsione di prova nella Tabella 2
d) Inserimento di una prova di idoneità di rivestimenti MK con vite di prova definita M10
e) Inserimento prova di sistema
f) Elaborazione della sezione 7.2;
g) Inserimento dell’Appendice A (informativa) a spiegazione della funzione di assicurazione di rivestimenti MK su superfici con lubrificante integrato e/o aggiunto così come inserimento di una prova di comparazione per MLB/MA.
1 Campo d’applicazione
Questa norma definisce le caratteristiche funzionali dei rivestimenti adesivi su viti in acciaio con
- filettatura metrica ISO secondo DIN ISO 261,
- diametro nominale della filettatura da 3 mm a 39 mm (filettatura normale),
- diametro nominale della filettatura da 8 mm a 39 mm (filettatura fine),
- classi di resistenza secondo DIN EN ISO 898-1. DIN EN ISO 3506-1 e DIN 267-13
- superfici nude e rivestite
- campo di temperatura d’applicazione compreso tra –50°C e 100°C e, in conformità alle prescrizioni d’impiego, fino a 150°C.
La presente norma stabilisce una prova di idoneità di rivestimenti MK su una vite di prova definita nonché una prova di sistema di viti con rivestimenti MK a temperatura ambiente e a temperature maggiori. Per viti con superfici con lubrificante integrato e/o aggiunto la prova di sistema vale solo per la temperatura ambiente.
Le indicazioni per la prova di sistema per viti con superfici con lubrificante integrato o aggiunto a temperature elevate sono contenute nell’Appendice A (informativa).
2 Riferimenti normativi
I seguenti documenti citati sono necessari per l’applicazione di questo documento. Nel caso di riferimenti riportanti una data vale esclusivamente l’edizione presa come riferimento. In caso di riferimenti senza specificazione della data, vale l’ultima edizione della pubblicazione presa come riferimento (incluse modifiche).
DIN 267-13 Elementi di collegamento meccanici – Specifiche tecniche – Parte 13 – Parti per collegamenti a vite con particolari proprietà meccaniche per impiego a temperature di –200 fino a +700 °C.
DIN 50011-12, Attrezzature per prove climatiche.
DIN EN 20273, Elementi meccanici di collegamento; fori passanti per viti
DIN EN ISO 898-1, Caratteristiche meccaniche di elementi di collegamento in acciaio al carbonio e acciaio legato – Parte 1: Viti
DIN EN ISO 3269, Elementi di collegamento meccanico – Prova di accettazione
DIN EN ISO 3506-1 Caratteristiche meccaniche di elementi di collegamento in acciai inox – Parte 1: Viti
DIN EN ISO 4017, Viti a testa esagonale con filettatura fino alla testa – Classi di prodotto A e B.
DIN EN ISO 4032, Dadi esagonali, tipo 1, categorie di prodotto A e B.
DIN EN ISO 4753, Elementi di collegamento – Estremità di pezzi con filettatura esterna metrica ISO.
DIN EN ISO 7089, Rosette piane – serie normale, classe di prodotti A.
DIN EN ISO 8673, Dadi esagonali, tipo 1, con filettatura metrica a passo fine, classi di prodotto A e B.
DIN EN ISO 16047, Elementi di collegamento – Momento torcente/Prova di forza di precarico
DIN ISO 261, Filettatura metrica ISO per uso generale
3 Terminologia
Per l’applicazione di questo documento valgono i seguenti termini:
3.1 Rivestimento adesivo
Rivestimento completo in materiale adesivo microincapsulato (MK) che viene attivato con l’avvitamento e, dopo l’indurimento, contrasta lo svitamento automatico.
3.2 Prova di idoneità
Prova di attribuzione di un rivestimento MK con riferimento a coefficiente di attrito filetto, del campo di impiego temperatura e della resistenza verso le sostanze nonché verso gli effetti della temperatura a lungo termine con una vite di prova e una madrevite di prova.
3.3 Prova di sistema
Prova di un rivestimento MK su una superficie predefinita.
3.4 Coppia all’avvitamento
MEin
Il momento torcente misurato in un dado di prova in occasione dell’avvitamento di una vite.
3.5 Coppia di serraggio
MA
Il momento torcente necessario per la generazione della forza di precarico.
3.6 Coppia di scollamento
MLB
Il momento torcente misurato in direzione di svitamento in occasione del primo movimento relativo tra dado di prova e vite in caso di collegamento a vite adesivo con o senza precarico.
3.7 Coppia di allentamento
ML
Il momento torcente misurato in direzione di allentamento in occasione del primo movimento relativo tra dado di prova e vite in caso di collegamento a vite non adesivo con precarico.
3.8 Coppia di svitamento
MAus
Il momento torcente massimo misurato allo svitamento di una vite dotata di rivestimento adesivo dopo lo scollamento.
4.1 Rivestimento in caso normale
Se non diversamente indicato, il rivestimento deve rientrare in un campo con la lunghezza
1,5 d + 2 P (P passo del filetto)
misurata dall’estremità della vite, ove tuttavia le prime due o tre spire della filettatura sono prive di rivestimento per agevolare l’avvitamento. Possono essere mosse contestazioni solo se i residui di rivestimento individuati compromettono la funzione e/o l’impiego previsto (v. DIN ISO 3269).

Legenda
d = Diametro nominale del filetto
a = Campo nel quale deve rientrare il rivestimento
b = 2 o 3 spire della filettatura prive di rivestimento
Figura 1 – Lunghezza e posizione del rivestimento in caso normale
4.2 Rivestimenti con lunghezza e/o posizione particolare
In caso di lunghezze di avvitamento (copertura del filetto) superiori a 1d e classi di resistenza inferiori a 8.8 o in caso di viti con teste con portata ridotta, la lunghezza del rivestimento deve essere definita in funzione della classe di resistenza e dell’applicazione per garantire l’amovibilità del collegamento. La lunghezza e la posizione corrette del rivestimento devono eventualmente essere determinate mediante prove.
In caso di collegamenti a vite con dadi, lunghezza e posizione del rivestimento devono essere definite in modo tale che, dopo il montaggio, la filettatura del dado venga a trovarsi completamente all’interno del rivestimento.
Se per motivi costruttivi è necessaria un’altra lunghezza lb e/o posizione a del rivestimento (vedi fig. 2), nella designazione devono essere indicate entrambe le misure in conformità al par. 4.3 (vedi esempio 2 in 4.3). Per la misura lb valgono le dimensioni limite + 2 P (P passo del filetto).

Legenda
lb Lunghezza del rivestimento
a Distanza del rivestimento dall’estremità della vite
Figura 2 – Rivestimenti con lunghezza e posizione particolari
4.3 Designazione
La designazione di una vite con un rivestimento adesivo ai sensi di questa norma viene costituita aggiungendo alla designazione normale della vite da rivestire le seguenti caratteristiche nella seguente sequenza:
- MK per il rivestimento senza particolari requisiti in materia di coefficiente di attrito oppure
- MKL per il rivestimento con coefficiente di attrito regolato
- Temperatura d’applicazione, se è possibile l’impiego fino a 150°C
- lb (lunghezza del rivestimento) x a (distanza del rivestimento dall’estremità della vite) in millimetri, se necessario.
Esempi di designazione
ESEMPIO 1
Designazione di una vite in acciaio con filettatura M12, lunghezza nominale l = 80 mm, classe di resistenza 8.8, con rivestimento adesivo senza particolari esigenze in materia di coefficiente di attrito (MK):
Vite …1) – M12 x 80 – 8.8 – MK
ESEMPIO 2
Designazione di una vite in acciaio con filettatura M12, lunghezza nominale l = 80 mm, con nocciolo lungo (LD) secondo ISO 4753 1 classe di resistenza 8.8, con rivestimento adesivo e margine di coefficiente di attrito regolato (MKL), lunghezza del rivestimento lb = 30 mm, distanza del rivestimento a = 10 mm dall’estremità della vite (30 x 10):
Vite …1) – M12 x 80 – LD – 8.8 – MKL – 30 x 10
ESEMPIO 3
Designazione di una vite in acciaio con filettatura M12, lunghezza nominale l = 80 mm, con nocciolo lungo (LD) secondo DIN EN ISO 4753, classe di resistenza 8.8, con rivestimento adesivo e margine di coefficiente di attrito regolato (MKL), temperatura d’impiego fino a 150°C, lunghezza del rivestimento lb = 30 mm, distanza del rivestimento a = 10 mm dall’estremità della vite (30 x 10):
Vite …1) – M12 x 80 – LD – 8.8 – MKL – 150 – 30 x 10
5 Requisiti
5.1 Generalità
La presente norma stabilisce una prova di idoneità per la classificazione dei rivestimenti MK e una prova di sistema per la rilevazione delle proprietà funzionali di rivestimenti MK sulle rispettive superfici di vite. Contestualmente la prova di sistema serve come prova di accompagnamento serie.
5.1.1 Prova di idoneità
Per la prova di idoneità vanno soddisfatti i requisiti secondo 5.2.1, 5.2.2, 5.3, 5.4, e 5.5. Per l’esecuzione della prova di idoneità è responsabile il produttore del materiale di rivestimento MK.
5.1.2 Prova di sistema
Come prova di accompagnamento serie sono consentite le prove secondo 6.2.1 e 6.2.2.
In caso di contestazione vale la prova secondo 6.2.1. Per l’esecuzione della prova di sistema è responsabile chi ha realizzato il rivestimento MK.
5.1.2.1 Superfici non lubrificate
Per la prova di sistema è necessario rispettare i requisiti di cui al par. 5.2.1 e 5.2.2 a temperatura ambiente (23 ± 5 °C) e 100°C, o su richiesta a 150 °C su superfici senza lubrificante integrato e/o aggiunto.
5.1.2.2 Superfici lubrificate
Per superfici con lubrificante integrato e/o aggiunto vanno soddisfatti i requisiti secondo 5.2.1 e 5.2.2 a temperatura ambiente (23 ± 5 °C). A temperature più elevate questi valori possono non essere raggiunti. L’ulteriore azione di fissaggio del materiale adesivo va comprovata secondo 6.2.1 con una prova di comparazione. I valori delle viti con rivestimento MK devono essere maggiori dei valori con viti non rivestite (per le spiegazioni v. Appendice A).
Se i requisiti a temperatura ambiente non sono soddisfatti, il sistema non è idoneo.
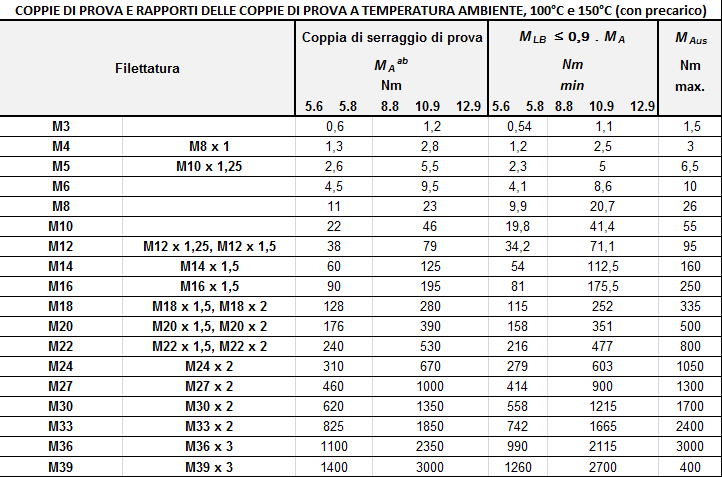
5.2 Coppie di serraggio di prova, rapporti delle coppie di prova e coppie di prova
5.2.1 Prova con precarico
Nella prova con precarico ai sensi del par. 6.2.1, le viti devono essere conformi ai valori limite dei momenti torcenti di prova di cui alla tabella 1 a temperatura ambiente (23 ± 5) °C, 100 °C e secondo destinazione di impiego a 150°C. Le coppie di serraggio della tabella 2 non devono essere superate.
Tabella 1 – Coppie di prova e rapporti delle coppie di prova a temperatura ambiente, 100°C e 150°C (con precarico)
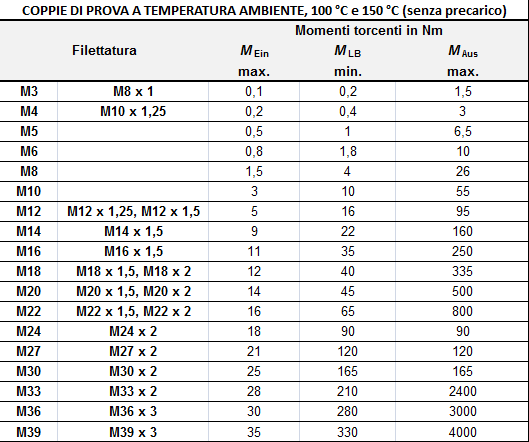
5.2.2 Prova senza precarico a temperatura ambiente (23 ± 5) °C, 100°C e 150°C
Nella prova senza precarico ai sensi del par. 6.2.2, le viti devono essere conformi ai valori limite dei momenti torcenti di prova di cui alla tabella 2 a temperatura ambiente, a 100°C e, in conformità alle prescrizioni per l’impiego, a 150°C.
Tabella 2 — Coppie di prova a temperatura ambiente, 100 °C e 150 °C (senza precarico)
5.3 Coefficiente di attrito del filetto
Se per la vite con rivestimento adesivo viene richiesto un margine di coefficiente di attrito regolato (MKL), il coefficiente di attrito del filetto deve rientrare nel campo compreso tra 0,10 e 0,16. La prova del coefficiente di attrito del filetto viene effettuata in conformità al par. 6.3.
Per le viti con rivestimento adesivo senza particolari requisiti in materia di coefficiente di attrito (MK) non vale un margine definito di coefficiente di attrito e il coefficiente di attrito è normalmente superiore rispetto ai prodotti con margine di coefficiente di attrito regolato (MKL). Di conseguenza, la forza di precarico di montaggio raggiungibile è inferiore.
5.4 Resistenza alle sostanze aggressive
In occasione della prova di resistenza alle sostanze aggressive in conformità al par. 6.4 devono essere rispettati i valori di prova definiti nella tabella 1.
5.5 Resistenza agli effetti delle temperature elevate a lungo termine
In occasione della prova di resistenza agli effetti delle temperature elevate a lungo termine in conformità al par. 6.5 devono essere rispettati i valori definiti alla tabella 2.
6 Esecuzione della prova
6.1 Generalità
Le prove di idoneità secondo i paragrafi 6.2.1, 6.2.2, 6.3, 6.4 e 6.5 con la vite di prova vanno effettuate per la classificazione di un nuovo rivestimento MK.
Le prove riportate ai paragrafi 6.2.1, 6.2.2 e 6.3 sono anche prove di sistema. La prova secondo il paragrafo 6.2 può essere impiegata per la supervisione di processo del rivestimento MK e l’idoneità del rivestimento MK su diverse superfici. La prova secondo 6.3 va eseguita solo per la prova di prima campionatura e presuppone una lunghezza di vite adeguata alla prova.
6.2 Prova delle coppie di scollamento, coppie di svitamento e rapporti delle coppie di prova
6.2.1 Prova con precarico
La vite da testare, dopo il rivestimento, viene avvitata con un adesivo microincapsulato e un tempo di essiccazione di minimo 24 ore a temperatura ambiente con una velocità massima di rotazione di 30 giri/min.-1 in un dado di prova e serrata, per mezzo di una rosetta di prova secondo DIN EN ISO 7089 (200 – 300 HV), contro un listello di prova (fig. 3) o bussola di prova (fig. 4), fino al raggiungimento della coppia di serraggio di prova in conformità alla tabella 1. Si dovrà misurare la coppia di avvitamento massima.
Il dado di prova deve rientrare completamente nel campo del rivestimento. In occasione delle prove a 100°C o a 150°C deve essere utilizzata preferibilmente la bussola di prova di cui alla figura 4. Per proteggere le superfici devono essere usate, sia per il supporto della testa che per il supporto del dado, rosette conformi alla norma DIN EN ISO 7089.

Legenda
1 Rondella secondo DIN EN ISO 7089
2 Foro passante serie centrale secondo DIN EN 20273
3 Rivestimento
4 Blocchetto di prova, durezza >35 HRC
5 Dado di prova secondo DIN EN ISO 4032 o DIN EN ISO 8673
6 Distanziale durezza >35 HRC
Figura 3 – Dispositivo di prova con listello di prova

Legenda
1 Rondella secondo DIN EN ISO 7089
2 Foro passante serie centrale secondo DIN EN 20273
3 Rivestimento
4 Bussola di prova con diametro esterno > 2 x d, durezza >35 HRC
5 Dado di prova secondo DIN EN ISO 4032 o DIN EN ISO 8673
Figura 4 – Dispositivo di prova con bussola di prova
A seguito di un tempo d’indurimento del materiale adesivo di minimo 24 ore a (23 + 5)°C, in occasione del successivo svitamento con una velocità massima di rotazione di 30 giri/min.-1vengono determinate la coppia di scollamento MLB e la coppia di svitamento MAus. In occasione della prova con la bussola di prova, l’avvitamento può essere effettuato a scelta sulla testa della vite o sul dado.
In occasione delle prove ad alta temperatura, le viti, dopo almeno 24 ore di indurimento, vengono esposte per 3 ore alla rispettiva temperatura di prova e testate entro 10 secondi dal prelievo dalla camera calda.
6.2.2 Prova senza precarico
La vite da testare viene avvitata in un dado di prova con una velocità massima di rotazione di 30 giri/min.-1 in modo tale da rientrare completamente nel campo del rivestimento o ricoprirlo completamente. Viene misurata la coppia massima all’avvitamento MEin (Tabella 2).
Dopo un tempo d’indurimento del materiale adesivo di almeno 24 ore a (23 + 5)°C, in occasione del successivo svitamento con una velocità massima di rotazione di 30 giri/min.-1 vengono determinate la coppia di scollamento MLB e la coppia massima di svitamento MAus.
In occasione delle prove ad alta temperatura, le viti, dopo almeno 24 ore di indurimento, vengono esposte per 3 ore alla rispettiva temperatura di prova e testate entro 10 secondi dal prelievo dalla camera calda.
6.3 Prova del coefficiente di attrito del filetto
La vite da testare viene serrata con un dado di prova con una velocità massima di 30 giri/min.-1fino nel campo del 90% del limite di snervamento di una vite della classe di resistenza 5.6 o 8.8 in caso di viti ad alta resistenza e in questo campo viene determinato il coefficiente di attrito del filetto secondo DIN 16047.
6.4 Prova della resistenza alle sostanze aggressive
La resistenza alle sostanze aggressive viene testata come segue:
Dopo un tempo minimo d’indurimento di 24 ore a (23 + 5)°C, il collegamento a vite viene conservato per una settimana nei seguenti fluidi di prova ed alle seguenti temperature di stoccaggio:
- Oli, lubrificanti, olio idraulico: 120°C
- Combustibili: temperatura ambiente
- Refrigerante, acqua, glicole: 90°C
- Liquido per freni: 90°C
La prova secondo 6.2.1 avviene a seguito raffreddamento a temperatura ambiente. Altre sostanze e temperature di conservazione secondo accordi.
6.5 Prova della resistenza agli effetti a lungo termine delle temperature elevate
I pezzi avvitati con il dado di prova senza precarico vengono esposti, dopo un indurimento di 72 ore, alla temperatura prestabilita (100°C, 150°C) per 1000 ore e, dopo il successivo raffreddamento, testati a temperatura ambiente secondo 6.2.2.
6.6 Corpi di controllo e apparecchiature di prova
6.6.1 Vite di prova
Come vite di prova va utilizzata una vite esagonale secondo ISO 4017 – M10 6g x 402) – 8.8 come da produzione.
6.6.2 Dado di prova
Come dado di prova per la prova di idoneità deve essere impiegato per la filettatura normale un dado secondo DIN EN ISO 4032 e per la filettatura fine un dado secondo DIN EN ISO 8673.
Il dado di prova deve soddisfare le seguenti condizioni:
- Classe di resistenza corrispondente quantomeno alla classe di resistenza della vite
- Superficie del filetto come da produzione
- Il filetto del dado di prova deve essere privo di olio o grasso nonché privo di trucioli e bava.
Il dado di prova può essere utilizzato solo una volta.
Eventuali discordanze nella prova di sistema vanno concordate separatamente.
6.6.3 Rondella di prova
La rondella di prova deve soddisfare le specifiche DIN EN ISO 7089. La durezza deve rientrare nel campo da 200 a 300 HV, la superficie deve essere nuda e senza grasso.
6.6.4 Misuratore di coppia
I singoli momenti torcenti vengono determinati con un misuratore di coppia. Come misuratore di coppia è necessario utilizzare una chiave torsiometrica o un dispositivo di prova con limite di errore max. del 2% riferito al valore massimo del campo di misura indicato (valore finale del campo di misura).
In caso di contestazione deve essere utilizzato un misuratore di coppia il cui campo di misura è definito in modo tale che tutti i valori di lettura (valori di risultato) si trovino nella metà superiore del campo di misura.
6.6.5 Attrezzatura per la prova del coefficiente di attrito
Per la determinazione del coefficiente di attrito deve essere impiegato un dispositivo secondo DIN 16047.
6.6.6 Camera calda per la prova della resistenza alla temperatura
Va impiegata una camera calda della classe di precisione 2 secondo DIN 50011-12.
7 Funzioni supplementari
7.1 Funzione sigillante
I rivestimenti adesivi possono svolgere, oltre alla funzione di fissaggio, anche una funzione sigillante.
Se il rivestimento adesivo deve svolgere anche una funzione sigillante, i relativi requisiti e la loro verifica devono essere concordati separatamente.
7.2 Collegamento a vite
7.2.1 Filettatura del dado
Non vi sono esigenze particolari in merito alla rugosità della filettatura del dado, tuttavia essa deve essere priva di lubrificanti difficili da asportare come ad esempio silicone, bisolfuro di molibdeno. I dadi devono inoltre essere privi di bava e truciolo, i dadi e i fori filettati senza svasatura del filetto non devono essere avvitati con viti dotate di un rivestimento adesivo.
Se per motivi funzionali non è possibile realizzare filettature prive di olio e grasso, è necessario prevedere coppie di scollamento inferiori.
7.2.2. Processo di avvitamento
Nel caso dei rivestimenti adesivi, l’avvitamento ed eventualmente la prova della coppia di serraggio devono essere conclusi entro 5 minuti, poiché successivamente l’indurimento del materiale adesivo è già troppo avanzato. Se vengono richieste altre condizioni, queste devono essere concordate separatamente.
Con T < 10°C indurimento ritardato e con T < 0°C assenza d’indurimento.
7.3 Amovibilità
Le viti con intaglio e le viti con azionamento interno con testa bassa ed una classe di resistenza <8.8 e le viti con teste con portata ridotta possono non essere più amovibili dopo l’indurimento del materiale adesivo (vedi 4.2).
7.4 Avvitamento ripetuto
Le viti con rivestimento MK sono previste per un solo utilizzo. Se un tale collegamento a vite viene allentato, in occasione del riavvitamento è necessario utilizzare una nuova vite MK. Va utilizzato un nuovo dato oppure la filettatura del dado deve essere pulita dai residui di materiale adesivo con un maschio per filettare.
8 Modalità di consegna
Le viti previste per rivestimento MK devono essere fornite prive di olio e grasso. I rivestimenti superficiali diversi devono essere concordati separatamente.
9 Durata a magazzino
Le viti con rivestimento MK devono essere protette contro gli effetti dell’umidità.
I valori di prova per le viti rivestite MK devono essere garantiti per almeno 4 anni con adeguato stoccaggio all’interno.
Le variazioni di colore del rivestimento non influiscono sulla funzionalità a condizione che vengano rispettati i valori di prova.